- English
- Afrikaans
- שפה עברית
- Cymraeg
- беларускі
- Hrvatski
- Кыргыз тили
- Kurdî
- IsiXhosa
- Zulu
- Punjabi
- Somali
- O'zbek
- Հայերեն
- Sundanese
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- český
- ελληνικά
- український
- Javanese
- فارسی
- नेपाली
- Burmese
- ລາວ
- Қазақша
- Македонски
- Română
- Srpski језик
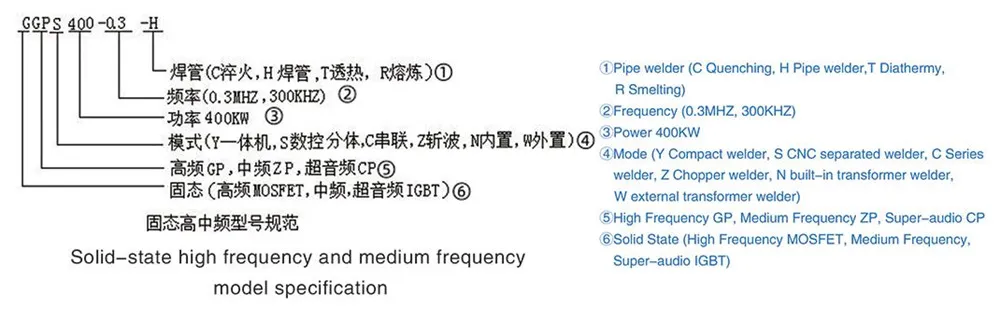
DOBÓR MOCY I CZĘSTOTLIWOŚCI SPAWARKI WYSOKIEJ CZĘSTOTLIWOŚCI
Spawarki wysokiej częstotliwości mają wiele modeli. Jedna warstwa 50 KW dla spawacza o małej mocy, jedna warstwa 100 KW dla spawacza o średniej mocy, jedna warstwa 200 KW lub 300 KW dla spawacza o dużej mocy.
1. Wybór mocy opiera się głównie na rodzaju produkowanej rury i wymaganej prędkości produkcji. Oprócz mocy spawarki wysokiej częstotliwości na prędkość spawania wpływa wiele czynników, takich jak: grubość ścianki rury stalowej, średnica, materiał, średnica cewki indukcyjnej, zwoje, rura miedziana oraz średnica, długość, materiał i chłodzenie pręta magnetycznego ; wielkość kąta otwarcia rury stalowej przed wałkiem wytłaczającym.etc.
Zwykle za główną podstawę przyjmujemy grubość ścianki rury stalowej wykonanej przez użytkownika, a gdy grubość ścianki wynosi około 1 mm, należy użyć spawarki o mocy 100 kW; grubość ścianki wynosi około 2 mm, użyj spawarki o mocy 200 kW. I tak dalej, grubość ścianki wynosi około 8 mm, użyj spawarki o mocy 800 kW. Im większa średnica rury stalowej, tym niższa prędkość. Zgodnie z tą zasadą w normalnych warunkach prędkość może w zasadzie spełniać wymagania. W przypadkach, gdy istnieją specjalne wymagania dotyczące prędkości, wymagane są specjalne względy. Duzi spawacze mogą spawać małe rury, podczas gdy mali spawacze mogą spawać duże rury. Tylko prędkość jest inna.
Wybór mocy powinien uwzględniać także moc fabryczną i cenę zasilacza.
2. Wybór częstotliwości jest prosty. Normalnie częstotliwość spawacza o cienkich ściankach i małej mocy będzie wysoka, a częstotliwość spawacza o grubych ściankach i dużej mocy będzie niska. Możemy produkować spawarki o częstotliwości od 100 KHZ do 600 KHZ. W przypadku dokładnego spawania, jeśli częstotliwość jest wyższa, wówczas można zaoszczędzić więcej energii elektrycznej. Strefa wpływu ciepła spawanego jest wąska.