- English
- Afrikaans
- שפה עברית
- Cymraeg
- беларускі
- Hrvatski
- Кыргыз тили
- Kurdî
- IsiXhosa
- Zulu
- Punjabi
- Somali
- O'zbek
- Հայերեն
- Sundanese
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- český
- ελληνικά
- український
- Javanese
- فارسی
- नेपाली
- Burmese
- ລາວ
- Қазақша
- Македонски
- Română
- Srpski језик
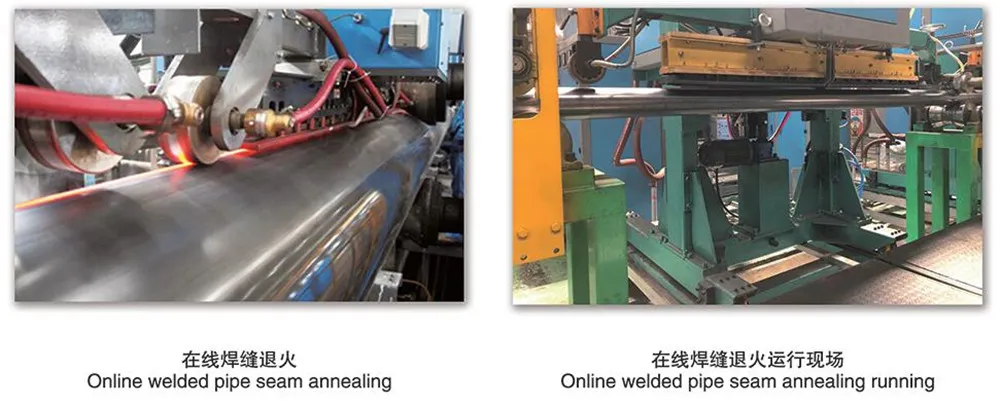
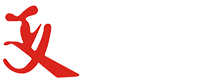
WYŻAŻANIE RURY SPAWANEJ ONLINE SPRZĘT M.F
Wyżarzacz online do szwów rurowych
Obróbka ponownego nagrzewania szwu spawanego rury ze szwem prostym jest skuteczną metodą poprawy jakości jakości spawania, a szew spawany jest podgrzewany do temperatury ponad 800 ° C, a następnie chłodzony naturalnie (wyżarzany) lub chłodzony wymuszonym (normalizujący) za pomocą wentylator, który może skutecznie poprawić mikrostrukturę kryształu, wyeliminować szkodliwe naprężenia i uniknąć pękania spoiny podczas obróbki końcowej.
Sprzęt do podgrzewania szwów spawanych on-line, który jest zwykle mocowany za skrobakiem zadziorów na linii do produkcji rur spawanych. Zeskrob spawany pręt, a następnie podgrzej spawany szew. Wykorzystując temperaturę resztkową spoiny, można szybko i skutecznie podnieść temperaturę spoiny do wymaganej temperatury.
Ogólny układ linii do produkcji rur spawanych z urządzeniami do wyżarzania szwów spawanych jest następujący:

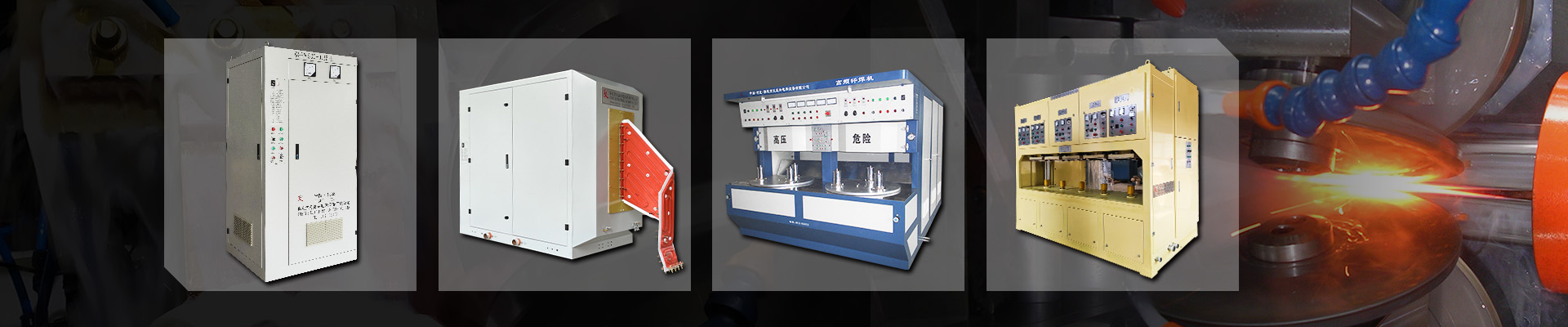
Kompletny zestaw urządzeń składających się na wyżarzanie szwów spawalniczych obejmuje zazwyczaj: maszynę do wyżarzania, zasilacz średniej częstotliwości, chłodnicę wody i konsolę.
Maszyna do wyżarzania: Zawiesić induktor wsporczy, aby upewnić się, że szczelina między induktorem a spawanym szwem jest odpowiednia i stabilna. Może poruszać się w przód i w tył oraz w górę i w dół. Dostępna jest również funkcja wykrywania i unikania zadziorów, aby uniknąć uszkodzenia cewki indukcyjnej spowodowanej przez nieogolone zadziory.
Zasilanie średniej częstotliwości: w zależności od grubości ścianki i prędkości rury stalowej wybierana jest inna moc i częstotliwość.
Zasilacz średniej częstotliwości może być tyrystorową średnią częstotliwością lub średnią częstotliwością IGBT.
Zakres mocy: 1 OOKW ~ 600 kW. Ogólnie rzecz biorąc, wiele jednostek jest używanych szeregowo, a częstotliwość każdej jednostki jest taka sama
Inny, a efekt ogrzewania jest lepszy.
Zalety: stabilne wyposażenie, oszczędność energii, niska awaryjność.